Przecinarki plazmowe i laserowe należą do najbardziej zaawansowanych urządzeń wykorzystywanych w procesach obróbki metali. Porównanie obu rozwiązań pozwala zrozumieć, które z nich sprawdzi się lepiej w określonych warunkach produkcyjnych. W artykule przybliżymy zasady działania, kluczowe parametry oraz omówimy najważniejsze zalety i ograniczenia każdej z technik, aby ułatwić wybór optymalnego systemu dla Twojej firmy.
Podstawowe zasady działania przecinarek plazmowych i laserowych
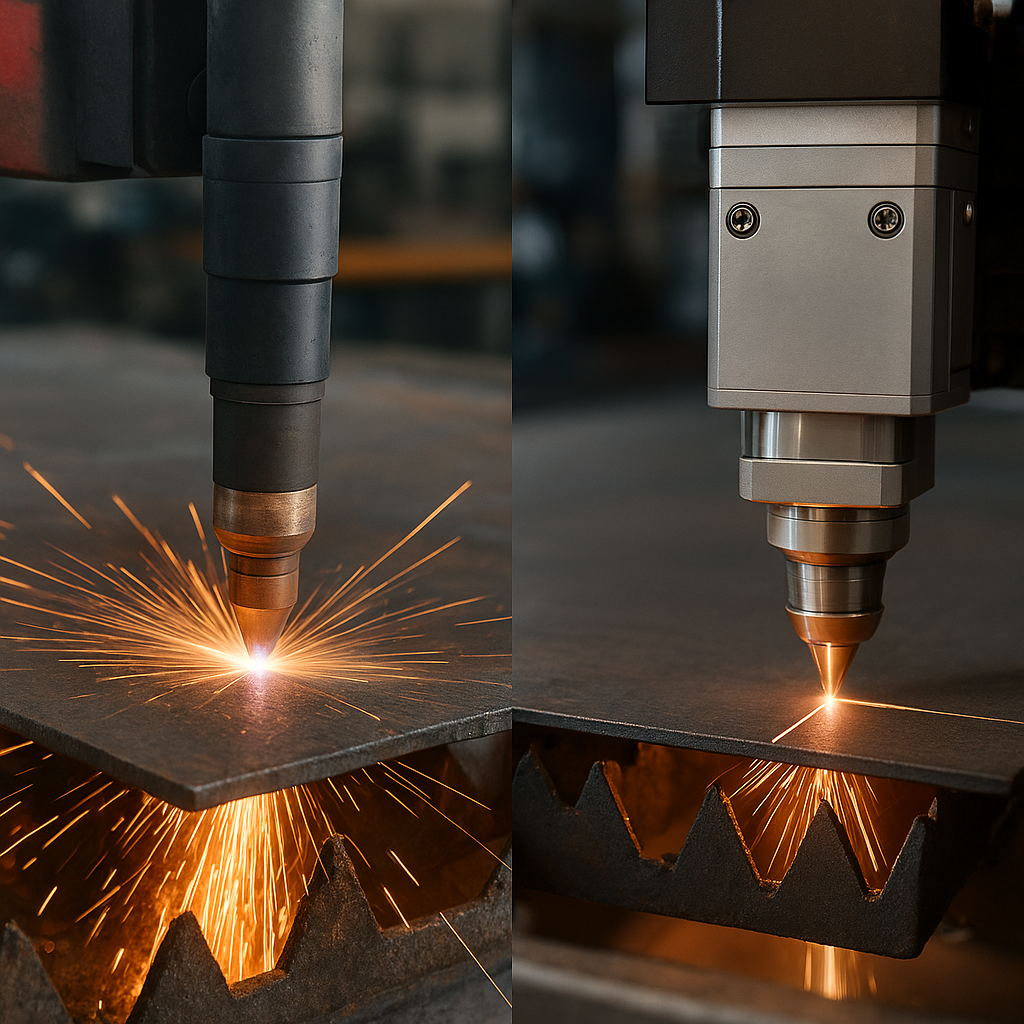
Obie technologie wykorzystują skoncentrowane źródło energii do wytworzenia intensywnego ciepła niezbędnego do topienia lub sublimacji materiału, jednak sposób generowania tej energii znacząco się różni. Przecinarki plazmowe bazują na plazmie, czyli zjonizowanym gazie, który powstaje w wyniku działania wysokiego napięcia między elektrodą a dyszą. Gorący strumień gazu usuwa stopiony metal z obszaru cięcia, tworząc szczelinę o określonej szerokości.
W przeciwieństwie do plazmy, technologia laserowa opiera się na wiązce świetlnej o ekstremalnej gęstości mocy. Wiązka laserowa, najczęściej CO₂ lub włóknowa (fiber), jest skupiana za pomocą soczewek, co pozwala na bardzo wąskie i precyzjajne ścieżki cięcia. Energia lasera powoduje odparowanie materiału lub jego przejście w stan plazmy, a dodatkowy gaz asystujący wydmuchuje stopiony metal poza strefę obróbki.
Porównanie parametrów technicznych i jakości cięcia
- Grubość cięcia: Przecinarki plazmowe radzą sobie z materiałami o grubości od kilku milimetrów do kilkudziesięciu centymetrów. W technologii laserowej zakres jest zwykle mniejszy – od 0,5 mm do około 30 mm w zależności od mocy urządzenia.
- Szerokość szczeliny cięcia: Strumień plazmy generuje szczelinę o szerokości 1–3 mm, podczas gdy laser pozwala uzyskać szczelinę poniżej 0,5 mm, co wpływa na minimalizację odpadów i oszczędność surowca.
- Prędkość cięcia: W zastosowaniach ręcznych plazma może być szybsza przy dużych grubościach, ale przy cieńszych blachach laser często przewyższa plazmę, osiągając szybkość rzędu kilku metrów na minutę.
- Jakość krawędzi: Laser zapewnia gładką, pozbawioną żadnych zadziorów krawędź, co redukuje konieczność dalszej obróbki. Cięcie plazmowe może wymagać usunięcia niewielkich nierówności, zwłaszcza przy wyższych grubościach materiału.
Dodatkowo warunki otoczenia wpływają na efektywność obu metod. Przecinarki plazmowe są mniej wrażliwe na zapylenie i mogą pracować w trudniejszych warunkach przemysłowych, natomiast lasery wymagają czystego otoczenia i precyzyjnej konserwacji optyki, aby utrzymać stałą wydajność.
Zalety i ograniczenia technologii
Przecinarki plazmowe
- Relatywnie niskie koszty inwestycyjne i eksploatacyjne.
- Możliwość cięcia grubych stali konstrukcyjnych, stali nierdzewnej i metali nieżelaznych.
- Prosta konstrukcja i łatwość obsługi w trakcie pracy ręcznej lub zautomatyzowanej.
- Ograniczona precyzja przy cienkich materiałach i większa szerokość szczeliny cięcia.
Przecinarki laserowe
- Wyjątkowa dokładność i powtarzalność geometrii detali.
- Minimalna szerokość cięcia i wysoka jakość powierzchni – brak zadziorów i konieczności szlifowania.
- Możliwość cięcia bardzo cienkich materiałów przy niskiej mocy oraz grubych elementów przy wykorzystaniu laserów o dużej mocy.
- Wyższe nakłady inwestycyjne, konieczność zakupu czystych gazów asystujących oraz regularnej konserwacji układu optycznego.
W kontekście materiały trudno jednoznacznie wskazać mistrza – do stalowych konstrukcji często wybierana jest plazma, natomiast do detali wymagających gładkich krawędzi i wysokiej powtarzalności – laser.
Zastosowania i wybór maszyny
Technologia przecinania wpływa na zakres zastosowań i efektywność całego procesu produkcyjnego. Przecinarki plazmowe stosuje się głównie w hutnictwie, stoczniach i zakładach konstrukcji stalowych, gdzie liczy się szybkość i odporność na warunki przemysłowe. Przecinarki laserowe dominują w branży motoryzacyjnej, lotniczej, produkcji mebli metalowych oraz wszędzie tam, gdzie kluczowe jest wierne odwzorowanie skomplikowanych kształtów i estetyka krawędzi.
Przy podejmowaniu decyzji o zakupie warto rozważyć:
- Rodzaj i grubość obrabianych materiałów.
- Wymaganą dokładność i jakość krawędzi.
- Dostępny budżet inwestycyjny oraz koszty eksploatacji (energia, gazy, konserwacja).
- Bezpieczeństwo pracy – urządzenia laserowe wymagają systemów osłon i czujników, które zapewniają bezpieczeństwo operatora.
Dobrze dobrana maszyna stanowi inwestycję, która przyspiesza produkcję, obniża straty materiałowe i pozwala na realizację najbardziej wymagających zamówień.