W poniższym artykule szczegółowo przeanalizujemy, jak działa przecinarka laserowa w porównaniu do plazmowej. Omówimy najważniejsze zasady działania obu technologii, kluczowe parametry cięcia oraz kryteria wyboru urządzenia w zależności od specyfiki zastosowania.
Zasady działania przecinarek laserowych
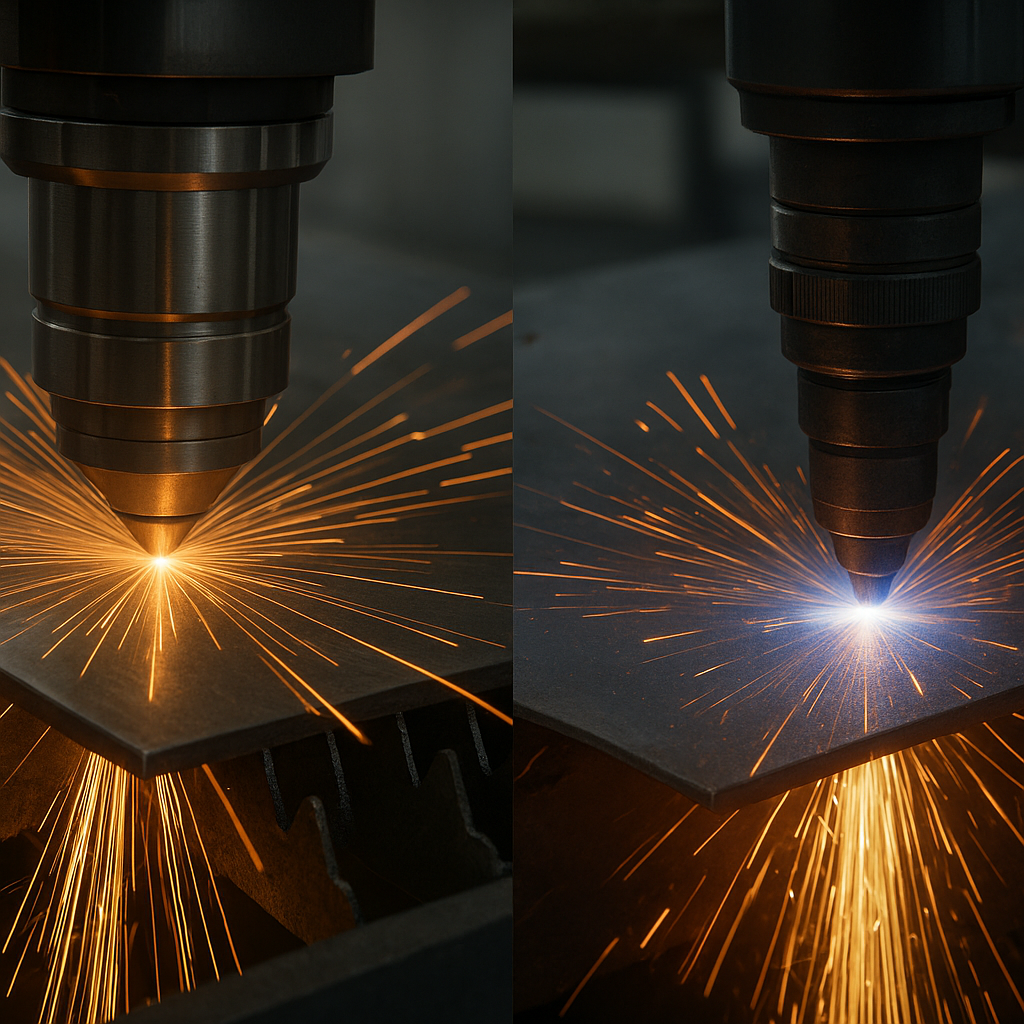
Przecinarki laserowe wykorzystują skupioną wiązkę światła o wysokiej gęstości mocy, emitowaną przez źródło laserowe, które może być generowane metodą CO₂, fibrową lub diodową. Główne etapy procesu to:
- Generacja wiązki laserowej w źródle.
- Skupienie promienia za pomocą systemu soczewek lub włókien optycznych.
- Oddziaływanie energetyczne na materiał, prowadzące do miejscowego stopienia, odparowania lub sublimacji.
- Usuwanie stopionych fragmentów z obszaru cięcia za pomocą strumienia gazu pomocniczego (np. azotu, tlenu).
Źródła i rodzaje laserów
Wśród często stosowanych źródeł laserowych wyróżniamy:
- Lasery CO₂ – charakteryzują się dużą mocą i stosunkowo niskim kosztem eksploatacji, jednak wymagają układu optycznego z soczewkami oraz złożonego chłodzenia.
- Lasery fibrowe – coraz popularniejsze ze względu na wyższą efektywność energetyczną, mniejsze straty optyczne i dłuższą żywotność samego źródła.
- Lasery diodowe – używane w lekkich konstrukcjach, głównie do cięcia materiałów nietypowych, choć ich moc jest ograniczona.
Kryteria jakości cięcia laserowego
- Ostrość krawędzi i minimalna strefa wpływu ciepła (HAZ).
- Powtarzalność i precyzja. Tolerancje rzędu ±0,1 mm w zależności od grubości materiału.
- Szybkość cięcia – zależna od mocy lasera i rodzaju gazu pomocniczego.
- Niskie koszty utrzymania (w przypadku laserów fibrowych) i brak mechanicznego zużycia części wrzeciennych.
Mechanizm cięcia plazmowego
Przecinarka plazmowa wykorzystuje zjonizowany gaz o bardzo wysokiej temperaturze (do kilkunastu tysięcy °C), który topi materiał, a następnie gwałtowny strumień plazmy wydmuchuje stopiony metal na zewnątrz.
Elementy składowe układu plazmowego
- Palnik plazmowy – zawiera elektrodę i dyszę, w której następuje jonizacja gazu.
- Zasilanie prądowe – generuje prąd o dużym natężeniu i napięciu zapłonowym, niezbędny do utrzymania łuku plazmowego.
- System doprowadzania gazu roboczego – zwykle powietrza sprężonego, argonu lub mieszanek gazowych, wpływający na stabilność łuku i jakość cięcia.
Specyfika procesu plazmowego
Podczas pracy:
- Łuk elektryczny jonizuje gaz, tworząc plazmę o wysokiej energii.
- Gwałtowny strumień plazmy stapia materiał w obszarze cięcia.
- Ciśnienie gazu usuwa stopiony metal, tworząc szczelinę.
- Proces jest szybki, ale generuje szerszą strefę wpływu cieplnego i może pozostawiać krawędzie o mniejszej gładkości.
Porównanie kluczowych parametrów
Wybór między przecinarką laserową a plazmową zależy od specyfikacji zlecenia oraz kosztów eksploatacji. Poniższa tabela opisuje główne różnice:
- Grubość cięcia:
- Laser – do 50 mm stali nierdzewnej, efektywnie do 20–30 mm przy wysokiej jakości.
- Plazma – do 100 mm i więcej, lecz z pogorszoną jakością przy większych grubościach.
- Jakość krawędzi:
- Laser – bardzo gładkie krawędzie, minimalna strefa HAZ.
- Plazma – krawędzie szersze, konieczność obróbki końcowej przy precyzyjnych projektach.
- Szybkość cięcia:
- Laser – średnia prędkość przy cienkich blachach, spada wraz ze wzrostem grubości.
- Plazma – bardzo szybka przy grubych materiałach, przy cienkich blachach może powodować odkształcenia.
- Koszty operacyjne:
- Laser – wysoki koszt inwestycji początkowej, ale niższe koszty eksploatacji (zwłaszcza lasery fibrowe).
- Plazma – niższy koszt zakupowy, lecz zużycie elektrod i dysz generuje częstsze serwisowanie.
- Bezpieczeństwo:
- Laser – wymaga osłon chroniących przed promieniowaniem i systemów odciągowych.
- Plazma – duża ilość pyłu i dymu, wymaga skutecznej wentylacji i odciągów.
Zastosowania i kryteria wyboru technologii
Decyzja o zakupie odpowiedniej maszyny cięcia powinna uwzględniać następujące czynniki:
- Rodzaj materiału – stal węglowa, stal nierdzewna, aluminium czy miedź mogą wymagać różnych źródeł energii i gazów.
- Wymagana jakość krawędzi i minimalizacja późniejszej obróbki.
- Zakres grubości detali, które będą cięte najczęściej.
- Planowana produkcja – wielkość serii, automatyzacja i integracja z systemami CAD/CAM.
- Dostępny budżet na inwestycję i koszty utrzymania.
Przykładowe zastosowania
- Przemysł motoryzacyjny – elementy karoserii i podwozia, gdzie kluczowa jest precyzja i wysoka powtarzalność.
- Przemysł stoczniowy – cięcie grubych blach stalowych, gdzie liczy się szybkość i możliwość pracy w trudnych warunkach.
- Produkcja maszyn – detale o skomplikowanym kształcie, wymagające gładkich krawędzi bez dodatkowej obróbki.
- Sektor reklamowy – precyzyjne cięcie tworzyw sztucznych i laminatów, gdzie sprawdzą się lasery CO₂.
Podsumowując, wybór między technologią laserową a plazmową zależy od specyfiki zadania, wymagań jakościowych oraz kosztów inwestycyjnych i eksploatacyjnych. Przecinarki laserowe oferują najwyższą precyzję i jakość krawędzi, podczas gdy plazmowe urządzenia charakteryzują się dużą szybkością cięcia w przypadku grubych materiałów i niższym kosztem zakupu.


